La plastica, con la sua intrinseca versatilità e l'ampia gamma di opzioni polimeriche disponibili, si è affermata come uno dei materiali più diffusi e cruciali nell'industria manifatturiera moderna. La sua applicazione spazia dai beni di consumo di uso quotidiano a componenti specializzati per il settore medico e automobilistico. La fabbricazione di prodotti in plastica, un pilastro dell'industria da molti anni, implica una complessa sequenza di progettazione, produzione e assemblaggio, realizzati attraverso una varietà di tecniche sofisticate. La scelta del processo più idoneo per una specifica applicazione può risultare complessa, data la moltitudine di metodi disponibili. Questo articolo si propone di esplorare in dettaglio i processi di fabbricazione della plastica ampiamente utilizzati, fornendo una guida per comprendere i fattori critici da considerare nella selezione del metodo di produzione ottimale.
Cos'è la Fabbricazione della Plastica?
I prodotti in plastica sono onnipresenti nella nostra vita, integrati in elettrodomestici, veicoli e dispositivi elettronici. Per trasformare le materie plastiche grezze nella forma funzionale desiderata, è indispensabile l'impiego di processi di fabbricazione specifici. In sostanza, la fabbricazione di parti in plastica consiste nella conversione di pallet o fogli di plastica nella geometria progettata, un processo che può o meno prevedere la fusione del materiale. Tecniche come la fusione sotto vuoto utilizzano il calore per modellare la plastica, mentre la lavorazione CNC (Computer Numerical Control) asporta materiale mediante utensili da taglio rotanti.
Queste tecniche di fabbricazione sono compatibili sia con le plastiche termoindurenti che con le termoplastiche, sebbene sia fondamentale selezionare metodi appropriati per il tipo specifico di plastica da lavorare. La malleabilità, il peso ridotto, la resistenza e l'eccellente rapporto costo-efficacia rendono la plastica un materiale ideale per diversi settori ingegneristici, sia nella prototipazione rapida che nella produzione su larga scala.

Processi e Metodi di Fabbricazione della Plastica
Nel corso degli anni, l'industria ha sviluppato una vasta gamma di metodi di fabbricazione della plastica, ognuno mirato a soddisfare esigenze applicative, tipi di plastica e geometrie di parti differenti. Per chiunque sia coinvolto nello sviluppo di prodotti, è essenziale acquisire familiarità con le opzioni disponibili. Di seguito vengono presentate le tecniche di formatura della plastica più comuni, con un focus sulla produzione di parti.
Stampaggio a Iniezione (Injection Molding)
Lo stampaggio a iniezione è una delle tecniche di lavorazione della plastica più diffuse e consolidate. Il processo inizia con la fusione di granuli di plastica termoplastica (o polimeri termoindurenti). Una volta raggiunta la malleabilità desiderata, la plastica fusa viene iniettata ad alta pressione in una cavità dello stampo. Qui, la plastica si raffredda e solidifica, assumendo la forma della parte desiderata prima di essere espulsa.
Questo metodo è particolarmente adatto per la produzione di grandi volumi, dove è necessario realizzare migliaia di pezzi identici in modo sequenziale. Gli stampi possono essere realizzati in alluminio, che offre un trasferimento di calore più efficiente rispetto all'acciaio, eliminando la necessità di canali di raffreddamento dedicati. Il processo prevede il caricamento dei granuli di plastica in contenitori, la loro fusione e compressione, l'iniezione nello stampo e, infine, l'espulsione delle parti finite.

Colata sotto Vuoto (Vacuum Casting)
Quando si ricerca un'alternativa economicamente vantaggiosa allo stampaggio a iniezione per piccole serie o prototipi, la colata sotto vuoto rappresenta una soluzione eccellente. Questa tecnica, spesso definita "copia", richiede un modello master di alta qualità, solitamente realizzato tramite stereolitografia o sinterizzazione laser selettiva.
Il modello master viene quindi incapsulato in uno stampo di silicone, che viene polimerizzato ad alte temperature per garantirne resistenza e durata. Una volta indurito, lo stampo viene aperto, rivelando una cavità corrispondente alla forma del modello master. Questa cavità viene riempita con una resina liquida specifica, spesso miscelata con pigmenti coloranti o polveri metalliche per ottenere caratteristiche estetiche o funzionali particolari, in un ambiente a vuoto. La polimerizzazione finale avviene in forno, seguita dalla rimozione dello stampo in silicone. La colata sotto vuoto garantisce un'elevata precisione dimensionale, anche per geometrie complesse, e la sua economicità deriva dal costo contenuto dei materiali in silicone. È possibile ottenere numerosi prodotti da un singolo stampo in silicone.
Soffiatura (Blow Molding)
Il processo di soffiaggio è impiegato per creare parti cave e forme tubolari. Consiste nell'insufflare aria compressa in un sottile film plastico, chiamato parison, mantenuto all'interno di una cavità dello stampo. L'aria pressurizzata gonfia la plastica morbida, facendola aderire alle pareti dello stampo e replicarne la forma. Una volta che la parte si è raffreddata e solidificata, l'aria viene rilasciata e lo stampo si apre per espellere il prodotto finito.
Esistono tre varianti principali del soffiaggio:
- Stampaggio per estrusione e soffiaggio: La plastica fusa viene estrusa per formare il parison, che viene poi gonfiato nello stampo.
- Stampaggio ad iniezione e soffiaggio: La plastica viene iniettata in uno stampo per creare una preforma a forma di provetta, che viene successivamente trasferita in uno stampo di soffiaggio e gonfiata.
- Stampaggio mediante soffiaggio a stiramento: La preforma riscaldata viene stirata verticalmente prima del soffiaggio dell'aria, migliorando la resistenza e la trasparenza del prodotto finale.
Questa tecnica è ideale per la produzione di componenti assialmente simmetrici e cavi, come serbatoi e bottiglie.

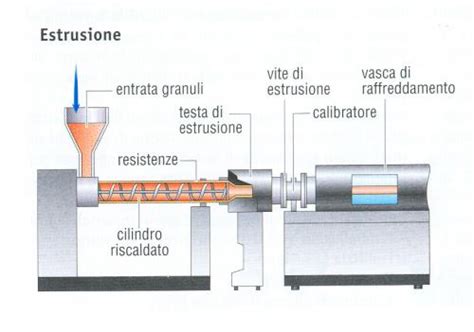
Estrusione di Plastica (Plastic Extrusion)
L'estrusione di plastica consente di produrre profili a sezione trasversale continua. Il processo prevede la forzatura di plastica liquida fusa attraverso una matrice di estrusione, che definisce la forma del profilo. Le perle di plastica vengono caricate in un imbuto, dove una vite rotante le trasporta in una camera di riscaldamento. La plastica fusa viene quindi spinta attraverso la matrice con pressione continua, formando un lungo profilo continuo. Una taglierina interrompe il profilo estrusa alla lunghezza desiderata.
Questo metodo è particolarmente efficiente per la produzione in grandi volumi di prodotti con proprietà, dimensioni e finiture superficiali costanti. È ideale per la creazione di tubi, profili per finestre, guarnizioni e filamenti.
Pultrusione di Plastica (Plastic Pultrusion)
Il termine "pultrusione" è una contrazione di "pull" (tirare) ed "extrusion" (estrusione). In questo processo, fibre continue (come fibra di vetro o carbonio) passano attraverso un bagno di resina per essere impregnate, e successivamente vengono tirate attraverso uno stampo riscaldato dove la resina polimerizza e si solidifica, creando un profilo composito continuo e uniforme.
Le fasi chiave includono:
- Impregnazione della fibra: Le fibre continue vengono immerse in un bagno di resina.
- Operazione e stagionatura: Le fibre impregnate vengono tirate attraverso uno stampo riscaldato per la polimerizzazione.
- Raffreddamento: Il profilo finale esce dalla matrice, che può includere meccanismi di raffreddamento.
- Profilo finale: Il profilo viene tagliato a misura e può subire ulteriori lavorazioni.
La pultrusione produce parti con elevata resistenza e peso ridotto, caratterizzate da eccellente resistenza alla corrosione e all'usura, mantenendo l'integrità strutturale nel tempo. Esempi di prodotti includono travi, barre isolanti e profili personalizzati.
Saldatura di Plastica (Plastic Welding)
Analogamente alla saldatura dei metalli, la saldatura della plastica unisce i materiali a livello molecolare fondendo e solidificando la plastica nella zona di giunzione. Tuttavia, richiede attrezzature e tecniche specifiche. Il processo tipicamente prevede l'uso di aria calda per fondere il materiale e l'applicazione di pressione per creare un legame molecolare reticolato tra le due parti.
Esistono diversi metodi di saldatura della plastica, tra cui ultrasuoni, induzione, piastra calda e vibrazione, che utilizzano diverse fonti di calore per fondere il materiale. Questa tecnica è ampiamente utilizzata per la produzione di involucri elettronici, componenti per il trattamento chimico, riparazioni automobilistiche e tubazioni.

Stampaggio Rotazionale (Rotational Molding)
Lo stampaggio rotazionale, o rotostampaggio, è un processo semplice che prevede il riscaldamento di polvere polimerica all'interno di uno stampo, il quale viene fatto ruotare su due assi (verticale e orizzontale). Il calore scioglie la polvere, e il movimento rotatorio distribuisce uniformemente il materiale fuso sulla superficie interna dello stampo. Successivamente, il raffreddamento e la sformatura producono parti cave con spessore uniforme.
Questo metodo è ideale per la produzione di grandi oggetti cavi come serbatoi per alimenti e prodotti chimici, forniture mediche e articoli sanitari. Il rotostampaggio è un processo senza pressione, il che consente l'utilizzo di stampi realizzati con materiali meno costosi.
Lavorazione CNC di Plastica (CNC Machining of Plastic)
La lavorazione CNC è un processo di produzione sottrattiva che consente di creare componenti in plastica di alta precisione da una vasta gamma di materiali, tra cui ABS, nylon, PE, PP e termoindurenti. Tornitrici, fresatrici e centri di lavoro CNC utilizzano utensili da taglio multipunto per rimuovere materiale da un pezzo grezzo e ottenere la forma desiderata.
La tecnologia CNC automatizza il movimento dell'utensile e la rimozione del materiale, garantendo tolleranze strette (fino a ±0.005″) e una finitura superficiale liscia. Tecniche come fresatura, tornitura, foratura e maschiatura consentono di realizzare geometrie complesse, inclusi fori profondi e sottosquadri. I settori automobilistico, aerospaziale, medico ed elettronico si affidano ampiamente alle parti in plastica lavorate CNC per prototipazione, produzione di piccoli lotti e produzione di massa.
Stampa 3D (3D Printing)
La stampa 3D, nota anche come produzione additiva, costruisce componenti in plastica strato per strato, basandosi su un progetto CAD (Computer-Aided Design). Le tecniche variano in base al meccanismo di deposito del materiale:
- Stereolitografia (SLA): Utilizza un laser UV per polimerizzare e solidificare resine liquide fotosensibili.
- Modellazione a Deposizione Fusa (FDM): Estrude filamento termoplastico riscaldato attraverso un ugello per depositare strati.
- Sinterizzazione Laser Selettiva (SLS): Utilizza un laser per fondere particelle di polvere di plastica, creando strati continui.
La stampa 3D non richiede attrezzature specializzate come stampi o utensili, rendendola ideale per la prototipazione rapida e la produzione di piccoli lotti di parti personalizzate. Può anche replicare parti stampate a iniezione senza investimenti significativi in attrezzature.
Tipi di Plastica Utilizzati nella Fabbricazione
La scelta del materiale plastico è fondamentale per garantire che il prodotto finito soddisfi i requisiti di prestazione e durabilità. Esistono migliaia di varietà di materie plastiche, ognuna con proprietà meccaniche, chimiche e termiche specifiche. Le plastiche si dividono principalmente in due grandi categorie: termoplastiche e termoindurenti.
Termoplastiche
Le termoplastiche sono il tipo di plastica più comunemente utilizzato. La loro caratteristica distintiva è la capacità di subire cicli ripetuti di fusione e solidificazione senza degradarsi in modo significativo. Vengono solitamente fornite sotto forma di granuli o fogli e vengono riscaldate e modellate nei processi di produzione.
| Materiale | Proprietà Chiave | Quando Usare? |
|---|---|---|
| Polietilene (PE) | Resistenza chimica e agli urti, basso costo, leggerezza | Imballaggi, contenitori, tubazioni, sacchetti di plastica |
| Polipropilene (PP) | Resistenza chimica, isolamento elettrico | Strumenti medici, tessuti, contenitori, attrezzature di laboratorio, interni di automobili |
| Cloruro di Polivinile (PVC) | Rigidità (PVC rigido), flessibilità (PVC plastificato), inerzia chimica | Tubazioni, isolamento cavi, pavimentazioni, dispositivi medici |
| Polistirene (PS) | Isolamento elettrico, rigidità, fragilità, trasparenza o opacità | Custodie per CD, articoli da laboratorio, materiali isolanti |
| Policarbonato (PC) | Eccellente resistenza agli urti, trasparenza, buona resistenza al calore | Dischi ottici, lenti per occhiali, componenti automobilistici e medicali |
| Acrilico (PMMA) | Chiarezza ottica, resistenza agli agenti atmosferici, rigidità, leggerezza | Segnaletica, acquari, lenti, vetrine |
| Acrilonitrile-Butadiene-Stirene (ABS) | Resistenza agli urti, tenacità, buona resistenza al calore, lavorabilità | Parti automobilistiche, alloggiamenti elettronici, mattoncini LEGO, beni di consumo |
| Poliammide (Nylon) | Resistenza meccanica, buona resistenza all'usura, resistenza chimica | Cuscinetti, ingranaggi, componenti automobilistici, tessili |
| Polietilentereftalato (PET) | Elevata robustezza, resistenza chimica, buone proprietà barriera, trasparenza | Bottiglie per bevande, imballaggi alimentari, fibre per abbigliamento |
| Politetrafluoroetilene (PTFE) | Resistenza chimica, resistenza termica, basso attrito, proprietà antiaderenti | Pentole antiaderenti, guarnizioni, cuscinetti, contenitori chimici |
Termoindurenti
A differenza delle termoplastiche, le plastiche termoindurenti (o termoindurenti) si solidificano permanentemente dopo la polimerizzazione. Durante questo processo, i polimeri formano legami incrociati irreversibili, indotti da calore, luce o radiazioni. Se riscaldate, le termoindurenti non si fondono ma si decompongono, e non possono essere rimodellate una volta raffreddate. Esempi includono la bachelite e le resine epossidiche.
La Produzione di Seggiolini in Plastica: Un Caso di Studio
L'industria manifatturiera delle sedie in plastica si concentra sulla produzione di sedie utilizzando la plastica come materiale principale, grazie ai suoi vantaggi in termini di leggerezza, resistenza e costo contenuto. Le sedie in plastica svolgono un ruolo significativo nella vita moderna, trovando impiego in contesti domestici, commerciali e pubblici.
Materiali Comuni per Seggiolini in Plastica
- Plastica PP (Polipropilene): Offre elevata durata, buona resistenza al calore, impermeabilità e facilità di pulizia.
- Plastica PE (Polietilene): Caratterizzato da elevata durabilità, buona resistenza agli urti, leggerezza e costo contenuto.
- Plastica ABS (Acrilonitrile Butadiene Stirene): Presenta elevata durata, buona resistenza agli urti, durezza e flessibilità.
Spesso, le sedie in plastica combinano materiali diversi per ottimizzare funzionalità ed estetica. Un esempio comune è la sedia in plastica con gambe in legno, che unisce la leggerezza e la versatilità della plastica con la stabilità e l'estetica del legno.
Il Processo di Produzione di una Sedia in Plastica
La produzione di una sedia in plastica è un processo articolato che coinvolge diverse fasi cruciali:
Progettazione dello Stampo: La fase di progettazione dello stampo è il punto di partenza e può richiedere da 1 a 3 settimane. Designer esperti collaborano con il cliente per definire forma, dimensioni, caratteristiche e dettagli di design. Vengono utilizzati software avanzati di modellazione 3D per creare un modello virtuale dettagliato.
Approvvigionamento e Preparazione dei Materiali: Una volta finalizzato il progetto, si procede alla selezione e all'approvvigionamento dei materiali per lo stampo, tipicamente acciaio di alta qualità per la sua durata e resistenza al calore. Questa fase può richiedere da 1 a 2 settimane.
Lavorazione e Finitura dello Stampo: Questa è la fase in cui lo stampo viene effettivamente creato utilizzando macchine a controllo numerico computerizzato (CNC) per tagliare, forare e fresare l'acciaio secondo le specifiche di progetto. A seconda della complessità, questa fase può durare dalle 3 alle 8 settimane. Successivamente, lo stampo viene sottoposto a processi di finitura come la lucidatura per garantire una superficie liscia e un corretto funzionamento. La fabbricazione dello stampo nel suo complesso può richiedere da 6 a 15 settimane.
Stampaggio a Iniezione: Una volta pronto lo stampo, inizia la produzione delle sedie. La resina plastica (solitamente polipropilene o polietilene) viene riscaldata fino a fusione e iniettata nello stampo ad alta pressione. Il tempo di iniezione è breve (pochi secondi), ma il tempo di raffreddamento, necessario affinché la plastica si solidifichi e assuma la forma della sedia, è più lungo.
Eiezione e Rifinitura: Dopo il raffreddamento, lo stampo si apre e la sedia viene espulsa. Questo processo dura pochi secondi. Potrebbe essere presente plastica in eccesso, nota come bava, che viene rimossa attraverso un'operazione di rifinitura per garantire un prodotto pulito.
Ispezione di Qualità: Ogni sedia finita viene sottoposta a un rigoroso controllo di qualità per identificare eventuali difetti come crepe, deformazioni o superfici irregolari.
La produzione di una singola sedia in plastica, una volta che lo stampo è pronto, può richiedere dai 3 ai 6 minuti.
Fattori che Influenzano il Tempo di Produzione
- Complessità dello Stampo: Stampi con forme complesse, sottosquadri o parti mobili richiedono tempi di lavorazione e finitura maggiori.
- Materiale Plastico: Diversi tipi di plastica hanno differenti punti di fusione, velocità di flusso e tempi di raffreddamento, influenzando il ciclo produttivo.
- Volume di Produzione: Per volumi elevati, i processi possono essere ottimizzati per ridurre il tempo per singola unità.
Lo stampaggio termoplastico a iniezione spiegato in 2 minuti da Marco Dal Sasso, audio in italiano
Innovazioni e Sostenibilità nella Produzione Plastica
L'industria della plastica è in continua evoluzione, con un'enfasi crescente sull'innovazione e sulla sostenibilità.
Utilizzo di Plastiche Riciclate
Un esempio significativo di innovazione proviene dal settore automobilistico. Audi, ad esempio, utilizza plastica riciclata per la produzione dei sedili della nuova A3. L'89% dei tessuti dei sedili è realizzato con bottiglie di plastica PET riciclate, trasformate in filato. Ogni sedile utilizza fino a 45 bottiglie PET da 1,5 litri. Anche i tappeti utilizzano un processo simile, richiedendo 62 bottiglie da 1,5 litri. Questo approccio non solo riduce l'impatto ambientale, ma dimostra anche la versatilità della plastica riciclata.
Materiali Biodegradabili e Compositi
La ricerca e lo sviluppo di materiali plastici biodegradabili, come il Mater-Bi e il PLA, stanno aprendo nuove frontiere per ridurre l'impatto ambientale dei prodotti in plastica monouso. Inoltre, i materiali plastici compositi, ottenuti combinando polimeri con fibre, cariche o minerali, offrono proprietà migliorate come maggiore resistenza, leggerezza e durata, ampliando ulteriormente le potenziali applicazioni.
Processi di Produzione Avanzati
Tecnologie come la stampa 3D stanno rivoluzionando la prototipazione e la produzione di piccoli lotti, consentendo la creazione rapida di forme complesse. Altre tecnologie avanzate, come la pultrusione, permettono la creazione di componenti rinforzati in fibra con eccellenti proprietà meccaniche.
Il Ruolo di My Plastic nell'Industria
My Plastic si distingue come un fornitore esperto nella produzione di componenti in plastica, collaborando con importanti marchi automobilistici mondiali. L'azienda è specializzata nella produzione di una vasta gamma di prodotti, tra cui serbatoi, condotti d'aria, tubi di aspirazione, parasole, portabici, portapacchi e seggiolini per bambini. Nel 2021, My Plastic ha ottenuto la certificazione IATF 16949, specifica per il settore automotive, a testimonianza dell'elevata qualità garantita ai propri clienti.
Servizi Offerti da My Plastic
- Stampa a Iniezione: Disponendo di 20 ingegneri e 55 macchinari ad alta automazione, l'azienda garantisce una produzione in serie rapida e a costi competitivi.
- Stampa a Soffiaggio: My Plastic progetta e realizza stampi per prodotti cavi ad alta resistenza e costi contenuti.
- Controllo Qualità Avanzato: I laboratori qualità utilizzano macchinari avanzati per eseguire test rigorosi, inclusi test di purezza sui granuli, prove di vibrazione, spettrofotometria XRF, test di temperatura e fatica, e test di torsione e rigidità.
- Assemblaggio e Imballaggio: L'azienda fornisce prodotti in plastica già assemblati con parti in metallo o altri materiali e, su richiesta, realizza imballaggi specifici per la vendita al dettaglio, inclusi manuali di istruzioni e packaging personalizzato.
- Logistica Globale: Attraverso una rete di aziende partner strategicamente posizionate in Asia, My Plastic gestisce la documentazione doganale e organizza spedizioni complete, garantendo la consegna della merce al magazzino del cliente.
Prodotti Specifici
- Seggiolini per Bambini: Personalizzabili per diverse fasce d'età.
- Tubazioni Auto: Condotti per aria condizionata e tubi per l'aspirazione dell'aria stampati a soffiaggio.
- Serbatoi Auto: Prodotti su disegno del cliente per vari utilizzi (urea, diesel, benzina, lavavetri, olio freni).
- Alette Parasole per Auto: Realizzate tramite stampaggio a soffiaggio e combinate con parti stampate a iniezione, possono essere fornite finite con rivestimento e accessori.
- Barriere New Jersey: Prodotte tramite stampaggio a soffiaggio per facilitare il riempimento con acqua o sabbia.
- Tettucci per Mini Escavatori: Componenti realizzati su disegno del cliente tramite stampa a soffiaggio e iniezione.
- Pedane Laterali: Realizzate in plastica con tecnologia di stampaggio a soffiaggio per agevolare l'accesso a veicoli di altezza elevata.
- Barre Portatutto: Facilitano il trasporto di vari oggetti come porta bici, porta kayak e porta sci.
Considerazioni per la Scelta del Processo di Produzione
La selezione del processo di produzione della plastica più adatto a un determinato progetto richiede l'analisi di diversi fattori critici:
- Forma e Geometria: La complessità delle caratteristiche interne, i requisiti di tolleranza stretta e la presenza di sottosquadri possono limitare le opzioni di produzione o richiedere un'ottimizzazione del design per la fabbricazione (DFM).
- Volume di Produzione e Costo: I processi con elevati costi iniziali per attrezzature e configurazione (come lo stampaggio a iniezione) tendono a ridurre il costo per unità a volumi elevati. Al contrario, i processi a basso volume hanno costi di avvio limitati ma costi per unità più alti a causa di tempi di ciclo più lenti e maggiore impiego di manodopera.
- Tempi di Produzione: Alcuni processi consentono di ottenere le prime parti entro 24 ore (es. stampa 3D), mentre altri, soprattutto quelli ad alto volume, possono richiedere mesi per l'attrezzaggio e la messa a punto.
- Materiale: Le sollecitazioni e gli sforzi a cui il prodotto sarà sottoposto determinano la scelta del materiale ottimale. Il costo deve essere bilanciato con le esigenze funzionali ed estetiche, considerando le proprietà ideali per l'applicazione specifica e le scelte disponibili per ciascun processo produttivo.
La comprensione approfondita di questi processi e dei materiali disponibili è fondamentale per prendere decisioni informate nello sviluppo di prodotti in plastica, garantendo efficienza, qualità e sostenibilità.
tags: #assemblaggio #seggiolini #in #plastica