Il latte, alimento fondamentale per milioni di persone in tutto il mondo, è una fonte insostituibile di energia alimentare, proteine e grassi di alta qualità, oltre a fornire importanti quantità di calcio, magnesio, selenio, riboflavina, vitamina B12 e acido pantotenico. Nel panorama zootecnico e alimentare attuale, le proteine, in particolare la caseina, rappresentano il vero valore del latte. Per questa ragione, tutti i ruminanti da latte, incluse bovine, bufale, pecore e capre, sono soggetti a piani di miglioramento genetico mirati ad aumentare la produzione di questo carattere o fenotipo, unitamente al grasso. Questa attenzione verso la composizione proteica del latte si estende oggi alla possibilità di modulare finemente il profilo proteico attraverso l'espressione di proteine eterologhe, aprendo nuove frontiere per l'industria alimentare, nutraceutica e farmaceutica.
Il Valore Biologico e Nutrizionale delle Proteine del Latte Bovino
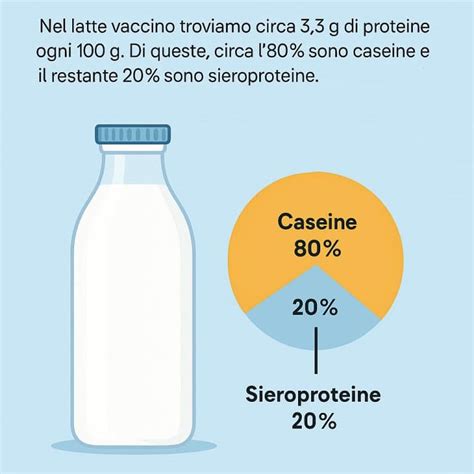
Le proteine del latte si compongono di caseine e siero-proteine, ed ognuna di esse influenza positivamente o negativamente la concentrazione proteica del latte e la sua attitudine casearia. L'azoto proteico derivato dagli amminoacidi rappresenta circa il 95% dell'azoto totale nel latte, mentre l'azoto non proteico, come l'urea, esiste in quantità minori, attestandosi intorno al 5%. Questa complessa composizione rende il latte un alimento estremamente versatile e prezioso.
L'importanza economica delle proteine del latte è particolarmente evidente in paesi come l'Italia, dove oltre il 70% del latte viene trasformato in formaggi, e in particolare il 50% in quelli a denominazione protetta come DOP e IGP. Avere bovine che producono sempre più proteine del latte comporta indubbi vantaggi, sia in termini di resa produttiva che di qualità del prodotto finito.
La generica concentrazione caseinica del latte è un carattere ad alta ereditabilità (h²= 0.35), così come lo è l'attitudine casearia (h²= 0.25-0.28 per la resa e h²= 0.15-0.41 per il rassodamento della cagliata a 30 minuti, A30). Sia le caseine che le siero-proteine sono codificate da geni espressi a livello mammario, con un totale di sei geni strutturali coinvolti. In particolare, i geni che codificano per la caseina si trovano nel cromosoma 6, mentre quelli relativi alle siero-proteine sono localizzati sui cromosomi 5 e 11. Ciascuna proteina contenuta nel latte presenta numerose varianti, poiché il polimorfismo proteico è molto elevato. La conoscenza esatta della frequenza di quali caseine e siero-proteine, comprese le varianti, nelle varie razze da latte e nei singoli soggetti, può migliorare significativamente la resa e l'attitudine casearia del latte, oltre a prevenire la formazione di peptidi bioattivi potenzialmente pericolosi per la salute umana.

I piani di miglioramento genetico riflettono l'importanza attribuita alla produzione proteica. Ad esempio, nell'indice di selezione italiano della frisona (PFT), la proteina ha un "peso relativo" di 36 kg, mentre il grasso ne ha 8 kg. Nel TPI statunitense, la proteina e il grasso "pesano" rispettivamente 17 e 21 kg. Nell'indice di selezione della frisona israeliana (PD11), la proteina è positiva di ben 23.7 kg e il grasso 7.9 kg. Questo sottolinea la priorità globale nell'ottimizzare la composizione del latte.
L'Impatto delle Varianti Proteiche sulla Salute Umana e l'Attitudine Casearia
Durante i processi industriali di lavorazione del latte e nel corso della digestione gastro-intestinale, dalla rottura in determinati punti delle diverse varianti delle caseine e delle siero-proteine, si possono produrre peptidi bioattivi. Questi peptidi possono avere effetti benefici o deleteri sulla salute umana, in quanto, nei soggetti predisposti - come quelli con la barriera intestinale alterata e quindi ad aumentata permeabilità - tali peptidi possono trasferirsi nel sangue e raggiungere organi specifici.
Ad esempio, dalle α e dalle β caseine si possono produrre casomorfine, che si comportano come agonisti oppioidi, oppure casochinine, che sono agenti anti-ipertensivi, o immunopeptidi, che si comportano come immunoregolatori, e fosfopeptidi che hanno la funzione di essere carriers dei minerali. Dalle k-caseine si possono formare casoxine, che si comportano come antagonisti oppioidi, e le casopiastrine dagli effetti antitrombotici.
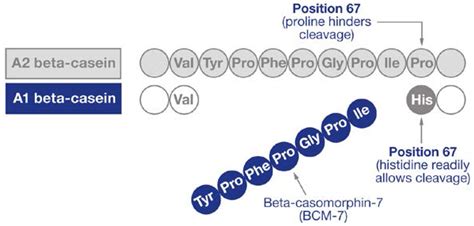
Un esempio "famoso" è quello delle varianti A1 e A2 della β-caseina. Tra queste due varianti la differenza è data dalla presenza dell'amminoacido istidina in posizione 67 di questa caseina nella variante A1, mentre della prolina nella variante A2. Secondo quanto supposto diversi anni fa da Keith Woodford, dalla rottura in posizione 67, ossia a livello dell'amminoacido istidina, della variante A1 della β-caseina, a causa della digestione intestinale, si libera il peptide beta-caso-morfina 7 (BCM-7). Questo peptide, nei soggetti predisposti, può passare la barriera intestinale ed esercitare effetti molto negativi sulla salute dell'uomo, come un maggiore tasso di mortalità, ischemia cardiaca, autismo, schizofrenia e diabete tipo-1.
In pratica, bovine omozigoti per la variante A1 della β-caseina (A1A1) producono latte con la variante A1. La variante A1 è molto frequente nella frisona (0.31-0.66), nella Ayrshire (0.43-0.72) e nelle vacche rosse (0.71). Un'alta frequenza della variante A2 è stata osservata nelle razze Guernsey (0.88-0.97) e Jersey (0.49-0.72). Molti centri genetici hanno individuato tori frisoni portatori della variante A2 e recentemente (2018) la grande cooperativa del latte neozelandese Fonterra ha siglato un accordo con la società, sempre neozelandese, "The A2 milk company", che detiene il brevetto internazionale per la ricerca genomica di questa variante. L'obiettivo è trasformare nel prossimo decennio tutto il latte da loro raccolto dagli oltre 10.000 allevatori soci, in latte privo della variante A1 della β-caseina.
L'influenza delle varianti proteiche non si limita alla salute umana ma si estende anche all'attitudine casearia. Poulsen ed altri hanno condotto un esperimento, poi pubblicato sul Journal of Dairy Science nel 2013 (JDS 96:4830-4842), per verificare se ci fosse una differenza nell'attitudine casearia tra le tre principali razze bovine scandinave e quante fossero le bovine che producono latte che non coagula. Il latte analizzato fu raccolto da 1299 vacche tra frisone, Jersey danesi e rosse svedesi. La razza Jersey ha dimostrato di produrre un latte con una superiore attitudine casearia, mentre il 2% delle bovine di razza frisona danese e ben il 16% di razza rossa svedese hanno prodotto latte che non coagula affatto. Le bovine sono state poi genotipizzate per verificare la frequenza delle varianti dei geni CSN1S1, CSN2 e CSN3.
Le Principali Proteine del Latte Bovino e le Loro Varianti
La diversità genetica delle proteine del latte è un aspetto cruciale che influenza sia la qualità nutrizionale che le proprietà tecnologiche del latte. Approfondiamo le caratteristiche delle principali proteine.
Alfa-s1-Caseina (αs1-CN)
Questa caseina è espressa dal gene CSN1S1 presente sul cromosoma 6 e rappresenta circa il 36% delle caseine del latte bovino. Il fenotipo BB è presente nel 77.5% della brown-swiss e nel 79.17% della frisona, mentre quello BC nel 22.5% della brown swiss e nel 20.83% della frisona. La αs1-CN svolge importanti funzioni biologiche, come l'attività antiossidante e moltissimi processi biologici. Tra questi, si annoverano la regolazione negativa dei processi di apoptosi, la regolazione positiva della biosintesi dell'androstenedione e la regolazione positiva dei processi biosintetici del progesterone e la sua secrezione, nonché le risposte a questo ormone, all'ormone GH e all'estradiolo. Se ne conoscono ad oggi almeno 8 varianti.
Alfa-s2-Caseina (αs2-CN)
Rappresenta circa il 10% delle caseine e se ne conoscono ad oggi 4 varianti.
Beta-Caseina (β-CN)
Questa caseina rappresenta circa il 34% delle caseine del latte bovino e se ne conoscono ad oggi 12 varianti. La β-CN influenza sensibilmente il tempo di coagulazione e di rassodamento della cagliata. Le due principali varianti alleliche sono la A e la B, che differiscono per la presenza in posizione 122 dell'amminoacido serina al posto dell'arginina. La variante A influenza negativamente il tempo di coagulazione e di rassodamento della cagliata, mentre la B ha effetti opposti e quindi positivi. Questa caseina ha numerose funzioni molecolari ed è coinvolta in molti processi biologici, mostrando una spiccata attività anti-ossidante e la capacità di legare e trasportare il calcio.
Kappa-Caseina (k-CN)
La k-caseina costituisce circa il 13% delle caseine del latte (11.25% nella frisona e 12.67% nella bruna alpina) ed ha un ruolo cruciale nell'attitudine alla caseificazione del latte. Essendo l'unica caseina idrofila, si dispone all'esterno delle micelle caseiniche. È uno specifico substrato per la chimosina, un enzima gastrico specifico per la digestione della caseina, che "taglia" la k-caseina in para-k-caseina (dagli amminoacidi 1 al 105) e la parte C-terminale (dall'amminoacido 106 al 171). Questa reazione chimica è di fondamentale importanza sia per la caseificazione del latte che per la digestione del latte da parte del vitello. Se ne conoscono 11 varianti, ma le principali sono 6 (A, B, C, E, F, G). La variante B (fenotipo BB) consente un miglioramento netto delle proprietà lattodinamografiche del latte perché dà micelle caseiniche di minori dimensioni. La A differisce dalla B per la sostituzione di due amminoacidi: la treonina in posizione 136 e l'acido aspartico in posizione 148 rispettivamente con isoleucina e alanina. Le vacche con genotipo BB sintetizzano anche più caseina e meno β-LG rispetto a quelle con genotipo AA. Il latte di bovine BB ha un tempo di coagulazione inferiore, una migliore consistenza della cagliata, un quadro micellare più uniforme, micelle più piccole, una minore quantità di acido citrico e un indice caseinico più alto. Il fenotipo AB ha un comportamento caseario intermedio tra AA e BB.
Alfa-lattalbumina (α-LA)
Il gene che la codifica (LALBA) si trova sul cromosoma 5 e ne sono conosciute tre varianti (A, B e C). La differenza tra la variante A e la B è la sostituzione dell'amminoacido glutammina con arginina. Questa siero-proteina ha un ruolo biologico molto importante perché è coinvolta nella sintesi del lattosio, regolando l'enzima lattosio-sintasi.
Beta-lattoglobulina (β-LG)
Questa siero-proteina è codificata dal gene LGB presente sul cromosoma 11 e si conoscono 15 varianti alleliche, ma le più comuni sono la A e la B. La β-LG è circa il 50% delle siero-proteine del latte bovino ed è quella che incide maggiormente sulla produzione e sulla qualità del latte. Come funzioni principali ha quella di legare e trasportare principalmente il retinolo e gli acidi grassi a lunga catena.
Modulazione Genetica del Latte per Funzionalità Specifiche
Il potenziamento delle possibilità analitiche del latte, fino all'adozione del MIR (Near Infrared Spectroscopy), sta permettendo grandi opportunità ai genetisti nella selezione di bovine con una sempre maggiore capacità di produrre proteine del latte e sempre migliori attitudine e resa casearia, nonché nella modulazione delle concentrazioni e dei rapporti tra le varie componenti azotate del latte. Al contempo, oggi è anche possibile "genotipizzare" le femmine presenti in allevamento, e ad un costo piuttosto contenuto, anche per le varianti delle caseine e delle siero-proteine. Con il supporto di abili genetisti, si possono orientare i piani d'accoppiamento per avere stalle popolate di bovine capaci non solo di produrre un buon latte, ma soprattutto di ottimi formaggi. Tutto questo è possibile anche grazie all'elevato polimorfismo delle proteine del latte.
Già da molto tempo, per i tori utilizzati per la fecondazione artificiale si possono scegliere quelli omozigoti per la β-caseina A2A2, la k-caseina AB e BB, le β-lattoglobuline AB e BB. Questo approccio selettivo consente di indirizzare la produzione lattiera verso profili proteici specifici desiderati dal mercato o per particolari applicazioni alimentari e nutraceutiche.
In un futuro, che è già il presente, l'allevatore di bovine da latte potrà modulare il genotipo delle sue bovine e, quindi, il fenotipo del latte prodotto verso l'una o l'altra variante delle caseine e delle siero-proteine. Per cui è bene che chi si occupa di produzione e trasformazione del latte conosca bene le caratteristiche delle singole caseine e loro varianti e delle siero-proteine.
Tuttavia, queste manipolazioni "estreme" devono essere sempre accompagnate da una profonda conoscenza della fisiologia della bovina da latte per prevedere in anticipo se l'aumento nella popolazione di un determinato fenotipo caseinico o di siero-proteine possa essere legato ad effetti fisio-patologici sugli animali. La selezione genetica fin qui operata, al fine di migliorare essenzialmente la produzione di latte, grasso e proteine, ha indotto nelle principali razze da latte delle modificazioni genetiche che hanno un sicuro risvolto negativo sulla longevità funzionale. Lo stesso è indirettamente avvenuto su alcuni aplotipi. Pertanto, l'innovazione deve procedere con cautela e consapevolezza, garantendo il benessere animale e la sostenibilità a lungo termine della produzione.
Indice di Selezione
Il Latte come Sorgente di Nutrienti e la Trasformazione Industriale
Il latte e i prodotti lattiero-caseari rappresentano una fonte importantissima di nutrimento per milioni di persone in tutto il mondo. Secondo l'Organizzazione delle Nazioni Unite per l'alimentazione e l'agricoltura (FAO), il latte rappresenta una fonte importante di energia alimentare, proteine e grassi di alta qualità e può essere una fonte importante di calcio, magnesio, selenio, riboflavina, vitamina B12 e acido pantotenico.
Grazie agli sviluppi delle tecnologie e delle apparecchiature di processo industriale, oggi è possibile separare molti componenti del latte. Dalla semplice estrazione della proteina del latte, la caseina - facilmente riconoscibile come la sostanza solida che si separa nel latte inacidito o nella cagliata del formaggio - all'estrazione del lattosio, lo zucchero principale del latte, scienziati e ingegneri hanno creato metodi efficaci per isolare i componenti nutrizionali essenziali dal latte di mucca, capra, pecora, bufala e altre specie.
Oggi le proteine del siero di latte vengono trasformate in idrolizzati, concentrati, isolati e altre formulazioni ad alto valore aggiunto, che sono utilizzate in un'ampia gamma di polveri nutrizionali, bevande e snack. Ma non solo. Aziende e gruppi scientifici innovativi stanno lavorando per sviluppare nuovi modi di sfruttare diversi componenti bioattivi del siero di latte, tra cui la lattoferrina. Scoperta per la prima volta nel 1939, la lattoferrina nella sua forma pura è facilmente riconoscibile per il suo colore rosa.
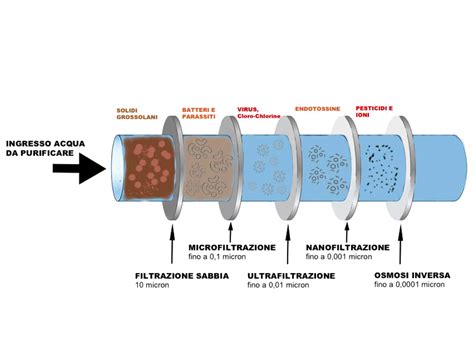
Gli ingredienti derivati dal latte e dal siero del latte sono uno dei segmenti dell'industria lattiero-casearia in più rapida crescita. Tuttavia, l'elevato contenuto di acqua del siero del latte (94%) pone delle sfide nell'industria lattiero-casearia. L'osmosi inversa (RO) rimuove in modo efficiente l'acqua dal siero del latte, riducendo la necessità di acqua dolce e semplificando il trasporto, riducendo i costi e aumentando i vantaggi dal punto di vista ambientale. Dopo che il 10% della sostanza secca nel latte è stata trasformata in formaggio, l'estrazione e la trasformazione del siero di latte in polveri utili è un processo complesso. Il siero di latte, che contiene lo 0,8% di proteine, il 4,5% di lattosio e lo 0,2% di minerali e sali, può essere essiccato direttamente oppure scomposto in diversi prodotti. Le proteine del siero di latte concentrate e le proteine del siero di latte isolate sono ingredienti idonei per alimenti per neonati, bevande sportive e isotoniche e bevande proteiche destinate a infermi e anziani. Il permeato generato durante il frazionamento delle proteine del siero concentrate e delle proteine del siero isolate può anche essere essiccato direttamente per essere utilizzato in applicazioni alimentari o ulteriormente purificato in lattosio per alimenti per neonati, alimenti e applicazioni farmaceutiche.
Mammen Dairies, un produttore di formaggi di alta qualità, ha collaborato con Tetra Pak per implementare un sistema di filtrazione a membrana a osmosi inversa per concentrare in modo efficiente le proteine del siero del latte dalla produzione di formaggio. Il Centro di sviluppo prodotti di Tetra Pak nei Paesi Bassi aiuta i nuovi produttori a ottimizzare ricette e processi e i clienti esistenti a migliorare la qualità del siero di latte, creando prodotti all'avanguardia e ottimizzando i processi per soddisfare le esigenze dei clienti.
Produzione di Proteine Eterologhe: Fondamenti e Applicazioni Innovative
Le proteine sono macromolecole complesse che svolgono funzioni essenziali per la vita, tra cui la replicazione e la riparazione del DNA, la catalizzazione delle reazioni metaboliche, e la struttura e la comunicazione delle cellule. L'analisi del contenuto proteico nel latte è cruciale, e il metodo Kjeldahl è tradizionalmente utilizzato. L'azoto totale Kjeldahl (TKN) non misura direttamente le proteine, ma il risultato dell'azoto totale viene convertito in percentuale di proteine moltiplicando per un fattore di 6,38. Questo processo di analisi prevede diverse fasi: nella fase iniziale della digestione, una miscela di solfato di potassio, solfato di rame e acido solforico viene aggiunta in un'ampolla da digestione, contenente un campione di latte pre-pesato e pre-riscaldato (38°±1°C). La soluzione di digestione viene riscaldata e mantenuta a ebollizione per circa 1,5-2 ore. Dopo il raffreddamento, al composto precedentemente digerito viene aggiunta acqua distillata. Successivamente viene trasferito in un'ampolla per la distillazione, dove viene aggiunto idrossido di sodio per neutralizzare la soluzione. La fase di analisi prevede innanzitutto la titolazione di un campione "bianco" (contenente solo i reagenti senza il campione). Successivamente si esegue la titolazione del distillato contenente il campione. Attualmente, la misurazione dell'azoto totale segue il metodo ufficiale AOAC 991.20.
Fabbriche di Cellule Microbiche e Espressione Proteica
Una fabbrica di cellule microbiche è un metodo di bioingegneria che utilizza le cellule microbiche come impianto di produzione. Attraverso l'ingegneria genetica dei microbi, il DNA di microrganismi come batteri, lieviti, funghi, cellule di mammiferi o alghe viene modificato trasformando i microbi in fabbriche di cellule. Le fabbriche di cellule sono utilizzate per convertire i substrati in preziose molecole biologiche, impiegate ad esempio in campo alimentare, farmaceutico, chimico e nella produzione di carburante. I metaboliti nativi sono definiti come molecole biologiche che le cellule utilizzate come fabbrica cellulare producono naturalmente. Le fabbriche cellulari producono queste molecole biologiche a livello intracellulare o come sostanze secrete, quest'ultima opzione è preferita in quanto facilita la separazione e la purificazione dei composti mirati. Esempi di metaboliti nativi includono gli aminoacidi e gli acidi nucleici, gli antibiotici, le vitamine, gli enzimi, i composti bioattivi e le proteine prodotte dalle vie anaboliche delle cellule.
Quando si cerca di produrre un composto interessante, una delle decisioni più importanti è la scelta tra la produzione nell'ospite nativo e l'ottimizzazione di questo ospite, o il trasferimento del percorso in un altro ospite noto. Se l'ospite originale può essere adattato a un processo di fermentazione industriale e non ci sono rischi per la salute (ad esempio, la produzione di sottoprodotti tossici), questa può essere la strategia preferita (come nel caso della penicillina). Tuttavia, in molti casi moderni, il potenziale dell'utilizzo di una fabbrica di cellule e dei relativi processi di piattaforma preferiti dall'industria supera la difficoltà di trasferire il percorso.
L'espressione delle proteine può avvenire per via omologa ed eterologa. Nell'espressione omologa, un gene naturalmente presente in un organismo viene sovraespresso. Grazie a questa sovraespressione, è possibile produrre una maggiore quantità di una determinata molecola biologica. Per l'espressione eterologa, un gene specifico viene trasferito in una cellula ospite in cui il gene non è presente naturalmente. Utilizzando l'ingegneria cellulare e la tecnologia del DNA ricombinante, il gene viene inserito nel DNA dell'ospite in modo che la cellula ospite produca (grandi) quantità di una proteina che non produrrebbe naturalmente. L'espressione delle proteine avviene in una varietà di ospiti: batteri, come E. coli e Bacillis subtilis, lieviti, come Klyuveromyces lactis, Pichia pastoris, S. cerevisiae, funghi filamentosi, come A. niger, e cellule derivate da organismi multicellulari come mammiferi e insetti. Le proteine umanizzate sono di grande interesse commerciale, anche per quanto riguarda gli enzimi sfusi, i biofarmaci complessi, la diagnostica e i reagenti per la ricerca (cfr. Davy et al.).
Oligosaccaridi del Latte Umano (HMO): Un Esempio di Produzione Eterologa
Gli oligosaccaridi del latte umano (HMO), noti anche come glicani del latte umano, sono molecole di zucchero che fanno parte del gruppo degli oligosaccaridi. Sono il terzo componente solido più abbondante del latte umano, che può essere presente sia in forma disciolta che emulsionata o sospesa in acqua. Il lattosio e gli acidi grassi sono i solidi più abbusi presenti nel latte umano. Gli HMO sono presenti in una concentrazione di 0,35-0,88 once (9,9-24,9 g)/L, e sono noti circa 200 oligosaccaridi del latte umano strutturalmente diversi. Poiché gli HMO non vengono digeriti, non apportano alcun contributo calorico alla nutrizione.
Gli oligosaccaridi del latte umano sono noti per la loro importanza nell'alimentazione del bambino. Sono un tipo unico di nutrienti che agiscono come prebiotici, antimicrobici antiadesivi e immunomodulatori nell'intestino del bambino e contribuiscono in modo sostanziale allo sviluppo del cervello.
La biosintesi degli oligosaccaridi del latte umano (HMO) tramite fermentazione o reazioni enzimatiche è un processo complesso, dispendioso e spesso a bassa resa. Le fabbriche di cellule e i sistemi enzimatici/chemoenzimatici sono le tecnologie attualmente utilizzate per la sintesi degli HMO. Per la produzione di HMO su scala industriale, la fermentazione di fabbriche di cellule microbiche, la sintesi biochimica e le diverse reazioni enzimatiche sono metodi praticabili di bioproduzione di HMO. E.coli, Saccharomyces cerevisiae e Lactococcus lactis sono fabbriche di cellule comunemente utilizzate per la bioproduzione di molecole biologiche come gli HMO.
La fermentazione è un processo biochimico che utilizza microrganismi per convertire un substrato in molecole biologiche mirate. Le fabbriche di cellule microbiche utilizzano come substrato zuccheri semplici, che convertono in HMO. La crescita e il tasso di bioconversione sono influenzati principalmente dal trasferimento di massa dei nutrienti (substrato) ai microrganismi. La velocità di trasferimento di massa è un fattore principale che influenza la sintesi dei prodotti durante la fermentazione. Durante la fermentazione, le condizioni nel bioreattore devono essere costantemente monitorate e regolate in modo che le cellule possano crescere il più rapidamente possibile per poi produrre le biomolecole desiderate (ad esempio, oligosaccaridi come gli HMO; insulina; proteine ricombinanti). In teoria, la formazione del prodotto inizia non appena la coltura cellulare inizia a crescere. Tuttavia, soprattutto nelle cellule geneticamente modificate, come i microrganismi ingegnerizzati, la formazione del prodotto viene solitamente indotta in un secondo momento, aggiungendo una sostanza chimica al substrato, che regola l'espressione della biomolecola desiderata.
Bioprocessi Potenziati: Il Ruolo degli Ultrasuoni nella Fermentazione
L'efficienza dei bioprocessi, in particolare quelli che coinvolgono la fermentazione per la produzione di molecole complesse come gli HMO, può essere significativamente migliorata attraverso l'applicazione di tecnologie avanzate. Gli ultrasuoni rappresentano uno strumento promettente per ottimizzare questi processi.
Gli ultrasuoni aumentano il trasferimento di massa tra il substrato e le cellule e stimolano la crescita e il metabolismo cellulare. I bioreattori a ultrasuoni (sono-bioreattori) possono essere controllati con precisione e consentono una stimolazione specifica dei microbi. La fermentazione di HMO complessi può essere limitata da bassi titoli di fermentazione e da prodotti che rimangono intracellulari. Il tasso di crescita di microbi come Escherichia coli, E.coli ingegnerizzato, Saccharomyces cerevisiae e Lactococcus lactis può essere accelerato aumentando il tasso di trasferimento di massa e la permeabilità della parete cellulare mediante l'applicazione di ultrasuoni controllati a bassa frequenza.
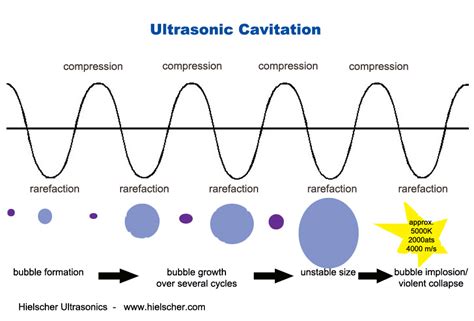
Il principio di funzionamento della sonicazione si basa sulla cavitazione acustica. La sonda a ultrasuoni (sonotrodo) accoppia onde ultrasonore a bassa frequenza al liquido. Le onde ultrasonore attraversano il liquido creando cicli alternati di alta pressione (compressione) e bassa pressione (rarefazione). Comprimendo e stirando il liquido in cicli alternati, si formano minuscole bolle di vuoto. Queste piccole bolle di vuoto crescono per diversi cicli fino a raggiungere una dimensione tale da non poter assorbire ulteriore energia. A questo punto di massima crescita, la bolla di vuoto implode violentemente e genera condizioni localmente estreme, note come fenomeno di cavitazione. Nel "punto caldo" della cavitazione si possono osservare elevati differenziali di pressione e temperatura e intense forze di taglio con getti di liquido fino a 280 m/sec.
Grazie a questi effetti cavitazionali, si ottiene un trasferimento di massa completo e la sonoporazione (la perforazione delle pareti e delle membrane cellulari). Le sostanze nutritive del substrato vengono trasportate verso e dentro le cellule intere vive, in modo da nutrire in modo ottimale le fabbriche cellulari e accelerare la crescita e i tassi di conversione. La sonicazione migliora "la produttività di molti bioprocessi che coinvolgono cellule vive attraverso il potenziamento dell'assorbimento del substrato, l'aumento della produzione o della crescita grazie all'incremento della porosità cellulare e, potenzialmente, il rilascio di componenti cellulari" (Naveena et al. 2015). Naveena et al. (2015) hanno scoperto che l'intensificazione a ultrasuoni offre diversi vantaggi durante il bioprocesso, tra cui costi operativi ridotti rispetto ad altre opzioni di trattamento migliorativo, semplicità di funzionamento e requisiti energetici modesti.
I processi di fermentazione coinvolgono microrganismi viventi come batteri o lieviti, che funzionano come fabbriche di cellule. Il controllo del processo non solo è essenziale per ottenere rese elevate e una qualità superiore, ma consente anche di ripetere e riprodurre i risultati. Soprattutto quando si tratta di stimolare le fabbriche di cellule, l'adattamento dei parametri di sonicazione specifici per ogni cellula è essenziale per ottenere rese elevate e prevenire la degradazione delle cellule. Per questo motivo, tutti i modelli digitali di ultrasuonatori Hielscher sono dotati di un software intelligente che consente di regolare, monitorare e rivedere i parametri di sonicazione. Il software intelligente degli ultrasuonatori Hielscher registra automaticamente tutti i parametri di processo più importanti sulla scheda SD integrata.
Hielscher offre sonde a ultrasuoni di varie dimensioni, lunghezze e geometrie, che possono essere utilizzate sia per trattamenti in batch che in flusso continuo. È noto che la posizione del sonotrodo a ultrasuoni nel recipiente di reazione influenza la distribuzione della cavitazione e dei microflussi nel mezzo. Il sonotrodo e il reattore a ultrasuoni devono essere scelti in base al volume di trattamento del brodo cellulare. Sebbene la sonicazione possa essere eseguita sia in batch che in modalità continua, per volumi di produzione elevati si raccomanda l'uso di un impianto a flusso continuo. Passando attraverso una cella a flusso di ultrasuoni, tutto il terreno cellulare riceve esattamente la stessa esposizione alla sonicazione, garantendo il trattamento più efficace. Hielscher SonoStation è utilizzata per l'ultrasuonizzazione di lotti di medie dimensioni utilizzando uno o due reattori a cella a flusso. Hielscher Ultrasonics copre l'intero spettro delle apparecchiature a ultrasuoni, offrendo omogeneizzatori a ultrasuoni compatti e portatili per la preparazione dei campioni, sistemi da banco e sistemi pilota, nonché potenti unità industriali a ultrasuoni che trattano facilmente carichi di camion all'ora. (Muschiol, Jan; Meyer, Anne S., 2019; Birgitte Zeuner, David Teze, Jan Muschiol, Anne S. Meyer, 2019; Yun Hee Choi, Bum Seok Park, Joo‐Hyun Seo, Byung‐Gee Ki, 2019; Balakrishnan Naveena, Patricia Armshaw, J. Tony Pembroke, 2015; Shweta Pawar, Virendra K. Rathod, 2020).
Case Study: Produzione di Lisozima Umano in Lieviti
L'espressione eterologa di proteine ricombinanti in microrganismi è una strategia consolidata per la produzione su scala industriale di molecole di interesse. Un esempio significativo è la produzione di lisozima umano in lieviti, dimostrando il potenziale di queste "fabbriche cellulari".
Il lievito Kluyveromyces lactis è ben conosciuto per la sua capacità di produrre quantità elevate di lisozima, così come Hansenula polymorpha (Pichia angusta), entrambi microrganismi largamente studiati e impiegati nel campo biotecnologico (Gleeson MA and Sudbery PE; Sudbery PE). Questi sistemi di espressione basati su lieviti sono spesso preferiti per la loro capacità di trasferire gli schemi di produzione su scala industriale e per il loro status di "Generally Recognized As Safe" (GRAS), soprattutto per K. lactis, che è ampiamente utilizzato nella fermentazione di prodotti lattiero-caseari. Le colonie di K. lactis producono il lisozima in liquido delle brodoculture. La sua attività è misurata con il metodo "lysoplate modificato" su piastre di TPA con M. luteus, che valuta la lisi del M-luteus ed è espresso in mg/l l'attività del lisozima.
Per la produzione di lisozima umano ricombinante, è stato utilizzato il vettore pRIMY-1, oggetto di copertura brevettuale (num. 97201886.1). Questo vettore contiene una cassetta di espressione costituita dal promotore MOX di H. polymorpha, dal gene del lisozima umano fuso in frame con la sequenza segnale della tossina killer di K. lactis (25 e 27) e dal terminatore di trascrizione FLP di S. cerevisiae (27, fig. 2). Per la selezione dei trasformanti, il gene URA3 di S. cerevisiae è stato utilizzato come marcatore. L'integrazione del vettore nel genoma di Hansenula è avvenuta mediante doppio crossing over, utilizzando due sequenze del gene per l'rDNA 25S di S. cerevisiae, omologhe alle sequenze nel genoma di Hansenula (fig. 2).
Processo di Produzione e Condizioni di Coltura
I trasformati sono stati adattati alla crescita su scotta e siero di latte, che rappresentano fonti di carbonio economiche e abbondanti. La fermentazione è stata condotta a 150 rpm in condizioni di microaerofilia a 28-30°C. Dopo 24 ore, i valori di biomassa prodotti raggiungevano circa il 2.5-3%, rimanendo poi costanti per il resto della fermentazione, mentre la produzione di lisozima continuava, per poi calare gradualmente fino ad annullarsi dopo la 36° ora. La massima quantità di biomassa ottenuta era di circa il 3%. Le colture di K. lactis sono state centrifugate a 8.000 rpm per 15 min a 4°C per la successiva purificazione del lisozima.
Il protocollo di purificazione ha incluso diverse fasi: precipitazione con solfato d'ammonio al 75% di saturazione, dialisi contro buffer, ultrafiltrazione attraverso membrana da 3000 Da fino ad un volume finale di 5 ml, e cromatografia su colonna Sephacryl S-200 (Pharmacia Biotech), equilibrata con 50 mmol/l di tampone fosfato pH 7. Una ulteriore purificazione è stata eseguita su SP-Sepharose con un gradiente in aumento di NaCl da 0.1 a 1 mol. L'attività del lisozima è stata determinata con il metodo lisoplate.
I ceppi di K. lactis e H. polymorpha selezionati sono capaci di crescere rigogliosamente e di produrre lisozima umano ricombinante. L'H. polymorpha ha la peculiarità di utilizzare metanolo come fonte di carbonio, e la sua coltura può essere conservata a 4°C per non più di 2 giorni prima dell'uso. Il K. lactis, invece, sebbene utilizzi anche glucosio o altre fonti di carbonio, è particolarmente versatile.
Il controllo del processo è fondamentale per l'efficienza. Un inoculo di una coltura di lieviti opportunamente selezionati viene eseguito nel fermentatore, monitorando costantemente i parametri chimico-fisico-biologici. È possibile flocculare il fermentato con NaOH 0.03M circa (pH finale 9-9.5) per facilitare la separazione della biomassa. La sterilizzazione del fermentatore viene eseguita con alcali, acidi e vapore a pressione, mentre la pastorizzazione della scotta e del siero, prelevata in loco e utilizzata immediatamente, viene effettuata con un bagno di calore ad acqua a circa 98°C, richiedendo da 60 a 90 minuti a 30°C.Questi studi dimostrano la validità dei sistemi basati su lieviti per la produzione di proteine eterologhe, offrendo opportunità significative per il settore biotecnologico.
tags: #proteine #eterologhe #latte